
Kovinski okvirji mesta, na trgu vedno višje zahteve glede točnosti parjenja delov. Ravnanje kovinskih cevi zahteva operacijo z visoko kakovostjo rezanja. Pri izbiri tehnologije je treba upoštevati lastnosti materiala, kot so trdnost, odpornost na toploto, prevodnost, in drugi.
Predmet cevi za rezanje s plazmo. Najbolj učinkovita tehnologija z visoko produktivnost in predelavo natančnost.
3D rezanje plazme cevi in njene vrste

Po definiciji ta proces ločevanja proizvod na dele z uporabo visoke temperature plazme namesto mehanskega, ogenj ali laserskega rezalnika a. Obstaja tudi mletje, ko je površina odrezanega odseka materiala ob ohranjanju celovitosti delov. Odvisno od okolja, v katerem se postopek deljena, kot sledi:
- Enostavno. Stisnjen zrak se uporablja ali dušik kot nosilec;
- Z uporabo inertnega plina. To izboljša kakovost rezanja, saj proces poteka v čistem okolju;
- Vodno hlajena. To ščiti pred pregrevanjem opreme, vpija škodljive hlape.
Kot razlikovanja loka rezanje če je material komponenta električnega tokokroga, in curek tvorjen znotraj obloka gorilnika.
Kako plazma rezanje cevi za
Plazma je ioniziran plin, električno prevoden. Tok plin pod tlakom prehaja skozi šobo, pri čemer so delci pospešeni do hitrosti zvoka. Med šobo in površino cevi ustvarja obloka. Pod vplivom elektroplazmennoy loka, segreto na 20.000 stopinj, kovina hitro topi. Tekočina taline odstranimo s površine toka velike hitrosti plina.
Tak proces se imenuje neposredna in se uporablja za materiale, ki imajo zadostno prevodnost. rezanje tehnika se imenuje plazma lok. Ta metoda ima visoko produktivnost na relativno nizko ceno.
Za kovinske cevi z majhno prevodnostjo se uporablja posredna metoda ali plazma curkom. V tem primeru, kot že omenjeno, je lok oblikovan v samem gorilniku, in na material, vpliva samo na pretok vročega ioniziran plin. Metoda zahteva večjo ceno in manj produktivni.
Plazemski razrez je obdarjen s številnimi prednostmi:
- Visoke ločljivosti (pri debelini do 50 mm);
- lokalno segrevanje oziroma odsotnost toplotne deformacije;
- Kakovost reza pri visoki hitrosti;
- možnost rezanja kompleksnih linij;
- Robovi ne potrebujejo poliranje.
Slabosti so:
- Veliko hrupa pri delu;
- pojav razpok med krivljenjem zlit rezino.
Pomembno! Uporaba 3D modeliranja omogoča ustvarjanje tridimenzionalne prostorske slike predmetov z visoko natančnostjo. S pomočjo opreme s posebno programsko opremo za upravljanje slika je vključena v kovino.
3D plazma profilom rezanje cevi omogoča proizvodnjo rezanje in obdelavo kompleksnih kontur na kovino cevi vsakem odseku in profilu, zagotavlja visoko natančnost nadaljnje stične površine brez dodatnega predelavo.
Kaj je oprema za rezanje plazme
Kompleks je sestavljen iz strojne naprave, oskrbo z električno energijo, mehaniziranih baklo. Plazmorez je ohišje, v katerem šoba s plazemsko nosilcu za sukanje mehanizma, kot tudi elektrode in suknjič hladilne vode. Povezan plinskem vodu, če tega ni na valj stisnjenega plina.

Razlikovati naprave z vrtljivo lok in brez tekočino hlajeni ali zrakom. Vodno hlajenje omogoča višjo temperaturo plazme zaradi visoke stopnje stiskanja plina.
Šobe, elektrode so potrošni material, pravočasna zamenjava, ki je obvezna.
Obstajajo visoke frekvence electrodeless naprave, ki temeljijo na induktivnimi stiki z virom energije, in mikrovalovna plazma generatorji.
Razdalja med šobo in površino mora biti v območju od 10 do 15 mm. Če se zrak uporablja kot nosilec, je treba očistiti in izsušena.
Z napravo za mehanizaciji Postopek namesti na namestitveno portalu fiksni, portala ali portala Konzolni - tip odjemnika toka. Ker so premikanje uporabimo numerično krmiljenje, magnetno navzgor linearno prilagoditve hitrosti.
Naslednji se običajno uporabljajo stroje za rezanje cevi.
Stroj z numerično krmiljenje

Stroji omogočajo plazemsko rezanje cevi z visoko natančnostjo z minimalnimi poroke zahvaljujoč CNC. Stroj sam je pod nadzorom upravljavca ali ločenem računalniku. Program nadzora je nastala na podlagi tridimenzionalnega modela oblike reza. V prisotnosti njegovega vzorca, lahko skeniranje posebno skener, ki bo omogočil, da ustvari 3D-sliko v elektronski obliki.
Pomembno! S spreminjanjem premera plazemskih gorilnikov, lahko hitrost prehoda in naklonski dobiti kvaliteten rez koli kompleksnosti.
Glavne enote, ki je opremljena z rezalno CNC:
- plazemskega gorilnika;
- krmilnik;
- namizne žage;
- Zavorne čeljusti za premikanje nož;
- Enote za dovajanje plina, elektrike in vode.
robot
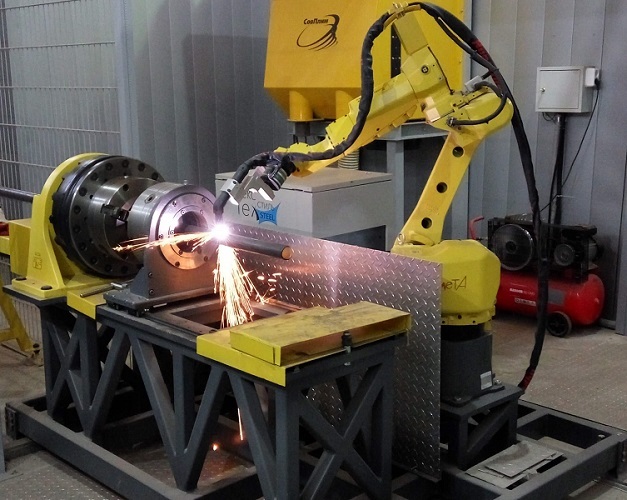
Hvala za razvoj programske opreme, je vedno večja uporaba robotskih rezanje. Roboti se pogosto uporabljajo v avtomobilski, strojništva in drugih področjih. Prej, preoblikovati oprema traja tedne in celo mesece za. Ki je preživel minut. Zato je obseg robotov razširil iz masovne proizvodnje podobnih delov za izpolnitev posameznih naročil.
Poleg tega je samodejni sistem zagotavlja neprekinjeno kontrolo sklopa procesnih parametrov, ki drastično zniža stopnjo ostanki.
Sodobni roboti omogočajo kosi na vsakem kotu na katerikoli lokaciji z uporabo robotsko roko, ki jo je mogoče natančno premakne v katerokoli smer. Dolga ročica omogoča rezanje cevi velikih premerov.
Kot opcijo lahko robotski sistemi opremljeni z senzorskih sistemov, vida sistemov, ki omogoča, da stalno spremlja proces.
Zahvaljujoč sistemu vida, je skoraj nemogoče, da "ni opazil" okvarjene enote. Prav tako postane mogoče zaznati odstopanja, nato pa prilagodite nastavitve v ciklu procesa.
Zaradi teh dejavnikov je robotski rezanje izvaja na nedostopnem za ročno ravni delovne sile. To omejuje uporabo visokih stroškov.
Univerzalni rezalni sistem ESR

To je naslednji korak pri razvoju tehnologij za plazma rezanje cevi. Sistem razširja zmožnosti konvencionalnih strojev. Vrtanje, prebijanje, navojev, drugo delo se lahko izvaja na enem računalniku s sposobnostjo za zmanjšanje sliko. S tem se bistveno zmanjša stroške, čas, viri, proizvodnih območij.
Sestavni deli sistema so:
- Ključ z upravljanjem programa;
- drsnih elementov, ki držijo cev v vodoravnem položaju;
- prezračevalni sistem.
Notranjost je cev nameščena na podstavni voziček, od katerih je vsaka izbrana na podlagi dolžine in teže izdelka. Nad njim je potujoča podpora z gorilnikom pritrjena na portalu, ki zagotavlja prost pretok podpore.
Obdelavi cev se vrti okoli svoje vzdolžne osi. Premikanje vodoravno sinhronizirano z vrtenjem, ki omogoča natančno določanje položaja plazmorez.
3D glavo, nameščeno CNC nastavi želen kot nagiba in vrtenja plazemskega gorilnika, ki omogoča posnetja vsako kompleksnost enem prehodu. To prihrani čas in denar. Programska oprema ima bazo podatkov, v kateri je shranjena knjižnico kosov in omogoča hitro ustvarjanje novih.
Plazma rezanje stroj za cevi «Koral»
Med gradnjo cevovodov, na drugih področjih tehnologije zahtevajo natančno spoj cevi velikega premera, včasih več na enem mestu. Ko premik povečuje debelino zvara, kar vodi do zmanjšanja trdnosti in trajnosti konstrukcije. Tradicionalni način označevanja cevi z vzorci papirja težaven, privede do velikih napak pri točnosti spojen delov.
Namestitev «Koral", ki ga "Eckert» razvila, uporablja sistem ESR in je plazma rezalnik z CNC. Opremljen je s 3D glavo z napredno programsko opremo, ki omogoča natančno rezanje, zagotovi skladnost z merami, določenimi izdelki.
Nadzorni sistem je dokaj preprost, ne zahteva dolge zapletene usposabljanje. Aplikacija omogoča plazemski lok oblikovanimi odseki, kakovost, ki odpravlja nadaljnja obdelava prirobnice. Sprostite modifikacijo «Koral» 300 «Koral» 600, «Koral» 900. Digitalni pomeni omejevanje premer cevi ga zdravimo.
Stroj za visoko precizne plazemsko rezanje cevi je v celoti avtomatiziran in omogoča neprekinjeno lok nastavljanje višine, temperaturo zgorevanja, tlak plina nad vsemi procesnimi parametri proces.
Pomembno! Uporaba naprave je mogoče zmanjšati za nekajkrat čas obdelave prirobnico v primerjavi s konvencionalnimi metodami.

kovinsko predelovalna tehnologija je kvalitativni preskok naprej, še vedno uspevajo. Obstajajo nove tehnike, izboljšanje obstoječih.
Tehnologija Plazma ima vodilni položaj med vsemi načini za obdelavo kovin zaradi popolnosti procesa, z visokim izkoristkom, primerno kombinacijo cene in kakovosti.


