
Metalprodukter under svejsning er hovedformålene for alsidig behandling. Ifølge statistik er den mest almindelige type rørskæring med en kværn. De forskellige tilbehør gør det muligt at slibe og polere. De er et sekundært job, der følger efter skæring.
Varianter af enheder
Grinder -vedhæftninger adskiller sig i de funktioner, de kan udføre:
- glat skæring;
- slibning;
- skærestænger og rør (diameter inden for 50-125 mm);
- rengøring og afskalning af forældede overfladelag;
- polering;
- brug som motorsav;
- støvopsamling under processen.
Skæreskiver er de mest populære blandt enheder til rørskæring i høj kvalitet med en kværn. Denne type produkt er produceret af mange indenlandske og udenlandske udviklere. Vi bør også nævne de universelle japanske vedhæftede filer fra Hitachi -mærket.

Sådan laver du en rørskæreindretning med en kværn med dine egne hænder
Det er ikke svært at købe en færdiglavet maskine. Men denne mulighed indebærer mange efterfølgende problemer under videre arbejde, da de fleste strukturer ikke har en tilstrækkelig grad af stivhed. Dette er forårsaget af det anvendte materiale - duralumin. Denne faktor tvinger ejerne til enten at oprette nye, mere holdbare og præcise designs til skæring af rør med en kværn eller forbedre de nuværende.
Faktisk viser det sig, at det er meget mere bekvemt at lave din egen stive base, hjælpemiddel til fremtidigt arbejde. Det er sværere at genskabe produkter, der tidligere er udviklet af nogen. Derudover har denne tilgang ofte en række begrænsninger på grund af designfunktioner.
Skæring af rør med forskellige diametre og tykkelser med en kværn er mulig ved at oprette to typer stationære skæremaskiner:
- En enkel mulighed er at fastgøre værktøjet til arbejdsbordet ved hjælp af ekstra materialer.
- Den komplekse mulighed inkluderer det tidligere layout samt en række yderligere trin for at skabe mere stivhed af værktøjet under translationelle bevægelser. Af denne grund tager det længere tid, men giver mulighed for bedre nøjagtighed.
Grundlæggende øjeblikke
Skæring af formede rør er en enkel proces. Men det er hende, der kræver høj nøjagtighed, som består i nøjagtigheden og jævnheden af det sidste snit. Derfor skal organisationen af den fremtidige proces være gennemtænkt og kræver udvikling af en hjemmelavet eller indkøbt maskine. For at gøre dette skal du bruge værktøjer i form af en elektrisk boremaskine og en svejsemaskine. Ud over dem skal du bruge et sæt af følgende forbrugsstoffer:
- metalplader,
- profiler,
- standardliste over fastgørelseselementer (møtrikker, bolte, skiver).
At lave enkle enheder til effektiv rørskæring med en kværn kan udføres på få timer. I dette tilfælde vil rammen være et langt metalrør, som spiller rollen som et håndtag og en ramme på samme tid. En tværstang svejses til en af enderne. Den skal have to huller til den efterfølgende fastgørelse af kværnen.
Vigtig! For en endnu mere pålidelig enhed skal den fastgøres til en af rørets ender i en vinkel med en bevægelig aksel. Hjørnet er fastgjort til bordpladen eller til gulvet. Fjederen er fastgjort på den modsatte side af fastgørelseselementet. Det hjælper med at sikre tilbagevenden af hele strukturen under drift.
Det sidste trin er fastsættelsen af selve kværnen. Maskinmulighederne beskrevet kort er velegnede til simple typer arbejde. Detaljer om de nødvendige dele og forbrugsvarer samt oprettelsen af en højpræcisionsmaskine til brug af kværnen ved skæring af rør med forskellige diametre og tykkelser er angivet nedenfor.

Skæremaskine (enkel mulighed)
En enkel implementering består i at fremstille en base, på hvilken stabile stik efterfølgende fastgøres for at rumme den bevægelige plade. Listen over værker om oprettelse af en skæremaskine:
- Til proceduren skal du vælge en plade med en tykkelse på mindst 2 mm og dimensioner på 15 x 15 eller 10 x 10 mm. En kort vil være nødvendig, hvis du har et jernbænk.
- Dernæst svejses to rektangulære plader i en afstand på 5-8 cm mellem dem. Elementernes dimensioner langs længden vil være omkring 8-10 cm, afhængigt af funktionerne i elværktøjet.
- Lige huller laves i bunden af pladerne. Tilslutningsbolte er installeret i dem.
- Derefter tages en plade af stål omkring 20-30 cm. Bredden skal være mindre end afstanden mellem de tidligere plader.
- Et langstrakt ærme svejses på bagsiden af det bevægelige element. Efterfølgende placeres en bolt i den til tilslutning.
- Værktøjet fastgøres til den bevægelige plade ved hjælp af slips, klemmer eller metoder, der er identiske med dem. Tallet skal være mere end 2.
- Montering af værktøjet på arbejdsbordet.
- Test arbejde.

Nogle gange, i nogle tilfælde, er håndtaget svejset, og en auto-returfjeder er installeret. Sidstnævnte giver dig mulighed for at flytte kværnen op efter behov. Generelt giver mulighedens enkelhed dig mulighed for at bruge et minimalt antal konstruktionsdele og samtidig fuldstændigt organisere skæringsprocessen.
Skæremaskine til præcisionsarbejde
For at udføre arbejde med en høj grad af nøjagtighed bruges en mere kompleks version af oprettelsen af en enhed. Grundlisten vil indeholde følgende detaljer:
- Metalprofiler (15-20 cm);
- Metalplade (tykkelse - 2-3 mm);
- Ærme (10-15 cm);
- Metal hjørne;
- Hårnål (længde - 20 cm);
- Vaskemaskine sæt.
Stadier for at skabe en præcisionsskæremaskine:
- Skær studsen og placer ærmet inde i den. Spænd møtrikkerne på begge sider. Det er bedre at stramme to møtrikker, hvilket vil skabe en låsemøtrik -effekt.
- Møtrikkerne er ikke skruet helt ind for at undgå kontakt med muffen.
- Svejsning af strukturen til stålpladen sikrer fri bevægelse af ærmet.
- Beslagene er fremstillet på basis af metalprofiler. De skæres til den nødvendige størrelse, og skiver svejses til dem. 2 eller 3 beslag anbefales.
- Håndtagene er fastgjort til gevindhullerne til bunden af den bevægelige type ved hjælp af beslagene opnået i det foregående trin. Fastgørelse udføres ved boltning.
- De modsatte ender af hver af profilerne er svejset til muffen.

Det er værd at bemærke, at hjørnet er strukturelt nødvendigt som en vejledning. Det gør det muligt at centrere skærematerialerne. Hvis du laver et lige hul i arket, får du et endnu højere præcisionsniveau under skæringen. Af denne grund betegnes sådanne designs ofte som pendelsave.
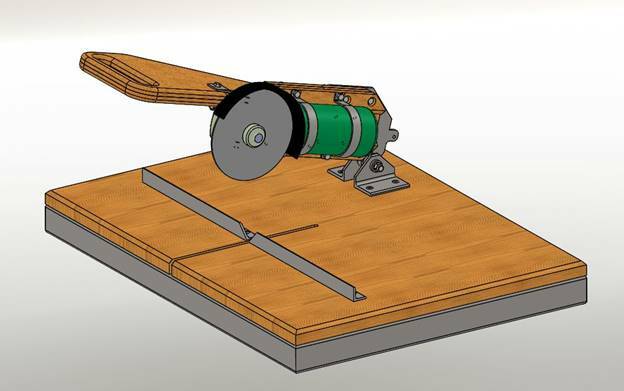
Fræsemaskine
I hjertet af en fræsemaskine er et drivelement - en fræser. Med sin hjælp behandles flade og formede overflader. Ved brug af en kværn kan maskinen laves i to varianter:
- Med en bevægelig vinkelsliber (vinkelsliber) er værktøjsfæstet placeret i et lodret plan i forhold til en speciel ramme. Med sin hjælp bevæger kværnen sig langs det emne, der skal fræses.
- Med en stift fast vinkelsliber er kværnen stationær, og emnet bevæger sig i den tiltænkte retning.
For at lave en fræsemaskine skal du bruge følgende materialeliste:
- Vinkelsliber;
- svejsemaskine;
- et sæt fastgørelseselementer;
- skruetrækker;
- niveau;
- elektrisk bor;
- firkant;
- Spånplade eller krydsfinerplade;
- skruenøgler og unbrakonøgler;
- stiksav;
- metal hjørner;
- slag;
- fil;
- sandpapir.

En stationær fræsemaskine antager en struktur bestående af en stabil bund, en bevægelig eller fast bordplade med en skinne (som lineal) og et drev. Ved horisontal skæring fastgøres vinkelsliberen til pladen, monteres styrene og fastgøres emnet, der skal behandles på arbejdsfladen. Behandlingen udføres med et bevægeligt produkt.
Med en stationær slibemaskine kræves en mobil arbejdsflade. Til dette flyttes selve bordpladen. Vejledninger til fastgørelse er designet på den. I dette tilfælde er vinkelsliberen selv monteret på en seng af lodret type på siden i forhold til arbejdsbordet.
Der bør lægges særlig vægt på hætterne på de selvskærende skruer. De skal være helt forsænket, må ikke stikke ud over arbejdsfladerne. Inden du udfører alle processerne, skal du købe fræsere, der fungerer som vedhæftede filer til kværnen.
Skærerne kan ligne afskårne hjul eller nøgle. Førstnævnte erstatter ganske enkelt slibeskiven og fastgøres til akslen med en spændemøtrik. For det andet skal du desuden bruge en speciel adapter.

Forebyggende foranstaltninger
Arbejde med en kværn indebærer tilstedeværelse af en vis fare, derfor skal separate driftsregler nødvendigvis gælde for denne type arbejde:
- vinkelsliberens vedhæftning skal nødvendigvis svare til materialet til efterfølgende behandling;
- det er forbudt at fjerne beskyttelseshuset;
- vinkelsliberhastighed skal svare til minimum;
- kværnen skal svare til den belastning af medarbejderen, der bruger den (den kan bryde ud af hænderne);
- værktøjets fastgørelse skal være stiv;
- arbejdet skal udføres med beskyttelseshandsker;
- overfladen af emnet skal kontrolleres for homogenitet (især for metaldele);
- alle handlinger kan kun udføres inden for ét plan;
- forvrængninger under arbejdet er forbudt;
- i driftstilstand kan knappen ikke låses;
- Strømmen skal afbrydes fra elværktøjet, når diske og tilbehør udskiftes.


