Kıyma makinesi mutfakta çok kullanışlı bir cihazdır, ancak zamanla işinin kalitesi ve verimliliği bozulabilir. Bu sapın dönüşü sırasında daha fazla çaba sarf etmek gereklidir ve nihai ürün öğütülmüş ve peredavlennym görünmüyor gerçeği de tescillendi. Kıyma makinesinin operasyonel özelliklerinde böyle bir değişiklik, kesme yüzeylerinin körleştirilmesi ve geliştirilmesinden kaynaklanmaktadır. Sorunu çözmek için, bazı insanlar deneyime ve gerekli taşlama ekipmanına sahip bir uzmandan yardım talep ederler ve elbette bunun için ödeme yaparlar. Diğerleri sadece yeni bir kıyma makinesi satın alır.normal şekilde çalışmaya Bu cihazın yeteneğini geri ve kimsenin yardımı olmadan evde olabildiğince Ama böyle sert harekete geçmekte, gerekli değildir.
Kıyma makinesi nasıl çalışır ve bunun hangi kısımlarının keskinleştirilmesi gerekebilir?
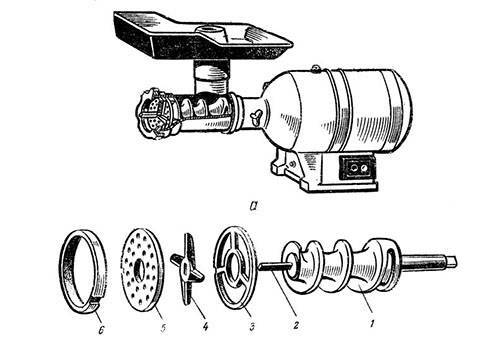
Her şeyden önce, bu cihazın çalışması prensibini anlamanız gerekir. Bir ürünü öğütmek ve sapını döndürmek için kıyma makinesinin giriş deliğine bir ürün koyduğunuzda, cihaz içinde aşağıdaki işlemler gerçekleşir.
- Burgu spiral helezonları ne koyduğunuzu kavradı ve çalışma kitlesini çıkışa itti.
- sabit bıçağın deliklere preslenmiş Bazı ürün - dairesel ızgara plakası çıkışı öğütücü eklenmiş.
- Vida spiralinin ucunda bulunan hareketli dört bıçak bıçağı bunları toplam kütleden keser;
- Her yeni gelen malzeme grubu bir öncekini iter.
Hareketli bir bıçağın kesici kenarları, et kıyıcının verimliliğini doğal olarak etkileyen yavaş yavaş körelme eğilimindedir. Ancak, ürünün işlenme kalitesi de büyük ölçüde döner ve sabit bıçağın uyumlu etkileşimine bağlıdır. Kesme yüzeyleri arasında çok fazla mesafe varsa, hareketli bıçak kesilmeyecek, ancak işleme giren kütleyi yırtmakta ve bastırmaktadır. Bu kademeli metal üretimi nedeniyle. Eğer yakından bakarsanız
, onların ekseni üzerine monte edilmek üzere tasarlanmış deliklere yakın hem bıçağın yüzeyi, kesme işlemi sırasında kullanılır yerlerde biraz daha yüksek olduğunu görebiliriz. Ancak teknoloji, bu parçaların tüm yüzeylerinde bir seviye olmasını gerektirir. Bundan dolayı, döner bıçağın dört bıçağının her birinin kesici kenarları, sabit ızgara plakasının yüzeyine neredeyse tamamen dayanacaktır. Durum, işlenmiş yüzeylerin mekanik olarak işlenmesiyle düzeltilebilir. Bu basit bir prosedürdür, ancak doğru bir şekilde gerçekleştirilmesi önemlidir. Eğer evde yalnız karar normal bir duruma değirmeni işlevsel parçaları kurtarmak Eğer

Teknolojisi mobil ve sabit bıçağı onun
kuvvetlerini keskinleştirme, iyi aşındırıcı unsurları ile bileği taşı gerekir, yüzeyinin genişliği 80 cm'den az değil, uzunluk olmamalıdır150 mm'den az.aşındırıcı yüzey metal işleme düzeninin sağlanması amacıyla, tümlemeden, yani tamamen düz olmalı, çünkü
Konseyi
Bu yeni taş satın almak en iyisidir.
Grindstone'u ıslamanız gerektiğinde, elinizde su hazırlamak için de faydalıdır. Ek olarak, çubuğun, işlem sırasında kırılmaması için sabitlenmesi arzu edilir.
Daha önce bilenmiş olması gerektiğinden, sabit bir bıçağı ilk defa makinede kullanabilirsiniz. Bunu yapmak için aşağıdaki işlemleri gerçekleştirin:
- aşındırıcı yüzeyi suyla nemlendirin;
- , dört loblu bıçağın mekanizma ile etkileşime girdiği iç kenara doğru ızgaraya bastırır;kendi ekseni etrafında her zaman açarken
- , çubuğun yüzeyinde ovmak için dairesel bir hareketle, parçanın ortasına bastırarak.
Metal yüzeyi taşlama işlemini izlemek için periyodik olarak kontrol etmelisiniz. Eğer her şey doğru bir şekilde yapılırsa, öncelikle çıktı olmayan yerlerde yıpranacaktır. Yüzeyin bu kısımları parlak bir görünüm kazanacaklarından hemen görülebilirler.yüzeyi düzeltilmiştir demektir ki - tüm ayrıntılar yan parlak olmaz işlenir kadar fazla işlem için, bu alanlar giderek genişleyecektir.
Kurulu
Grindstone'u ıslatmayı ihmal etmeyin, böylece su ile karışan ufalanmış ve ezilmiş aşındırıcı parçacıklar, daha düzgün bir öğütme işlemine yardımcı olacak bir macun katmanı oluştururlar.

Dönen bıçağın, yüzey alanı sabit olandan çok daha küçük olduğu için keskinleştirilmesi daha kolay olacaktır. Bu prosedürü gerçekleştirme prosedürü, yukarıdaki listede açıklanandan farklı değildir. Bir parçanın işlenmesi prosesinde, ızgara ile etkileşime giren hareketli bıçağın dört bıçağının yüzeylerinin, çöküntüler ve çıkıntılar bulunmadığından ve aynı seviyede olmasının sağlanması önemlidir. Gerektiğinden daha fazla metali çıkarmak için, işlem sırasında daima görsel kontrol yapmak önemlidir. Eğer bileme işleminden sonra bile, hareketli bıçağın bıçak ağızlarının kesici kenarları yeterince keskin olmadığında, bunları bir telkari veya elektrikli zımpara ile dikkatlice ters tarafa doğru hafifçe itmek mümkündür.