
Köttkvarn är en mycket användbar apparat i köket, men med tiden kan kvaliteten och produktiviteten i sitt arbete försämras. Detta manifesteras i det faktum att under rotation av handtaget är nödvändigt att sätta mer ansträngning, och slutprodukten ser inte slipat och peredavlennym. En sådan förändring av köttminskens driftsegenskaper beror på det faktum att dess skärytor har blivit slagna och utvecklade. För att lösa problemet söker vissa personer hjälp från en specialist som har erfarenhet och nödvändig sliputrustning, och de betalar givetvis det. Andra köper bara en ny köttkvarn. Men vid antagandet av sådana kardinala åtgärder är det inte nödvändigt, eftersom det är möjligt att återställa förmågan hos denna enhet att fungera normalt och hemma utan någon hjälp.
Hur fungerar köttkvarnen och vilka delar av den kan det behöva skärpa?
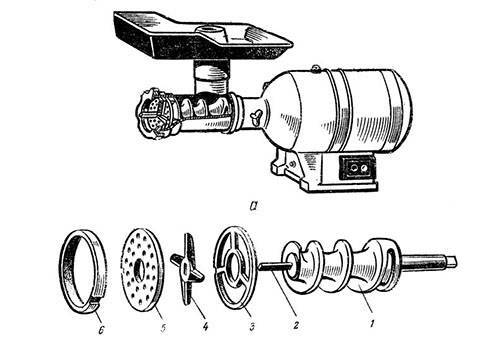
Först och främst måste du förstå principen för driften av denna enhet. När du lägger en produkt i köttkvarnens mottagande hål för att mala någon produkt och börja rotera handtaget, inträffar följande processer inne i enheten.
- Skruvens spiralblad fattar vad du har satt och skjuter arbetsmassan till utgången.
- Några av produkten pressas in i hålen hos det stationära bladet - cirkulär gallerplatt fästa till utloppskvarn.
- En rörlig fyrbladskniv som ligger i slutet av skruvspiralen skär dem bort från den totala massan;
- Varje nästa sats inkommande material skjuter ut den föregående.
Skärkanterna på en rörlig kniv tenderar att gradvis avblåsas, vilket naturligt påverkar köttmassans effektivitet. Men kvaliteten på bearbetningen av produkten beror till stor del på harmonisk växelverkan mellan den roterande och stationära kniven. Om det finns för mycket avstånd mellan sina skärytor, kommer den rörliga kniven inte att skära, men riva och trycka på arbetsmassan som kommer in i behandlingen. Detta beror på den gradvisa produktionen av metall.
Om du tittar noga kan du se att ytan på både kniv nära hålen avsedda för montering på sin axel, är något högre än på platser som utnyttjas under skärprocessen. Men tekniken kräver att dessa delar har en nivå på hela ytan. På grund av detta kommer skärkanterna på var och en av de fyra bladen på den roterande kniven nästan helt att vila mot ytan på den fixerade gallerplattan. Situationen kan korrigeras genom mekanisk bearbetning av de bearbetade ytorna. Detta är ett enkelt förfarande, men det är viktigt att utföra det korrekt.

Technology vässa mobila och stationära kniv hans
styrkor Om du bestämmer dig hemma ensam återhämta grinder funktionsdelar till ett normalt tillstånd, behöver du bryne med fina slip delar, måste bredden på dess yta inte vara mindre än 80 mm, inte längdmindre än 150 mm.
rådet
Det är bäst att köpa en ny sten, eftersom slipytan ska vara helt platt, det vill säga utan utarbetande, i syfte att uppnå enhetlighet i metallbearbetning.
Det är också värt att förbereda lite vatten i förväg så att det står till hands när du behöver våta slipstenen. Dessutom är det önskvärt att fixa stången så att den inte bryts under drift.
Du kan först maskinera en fast kniv, eftersom den måste skärpa längre. För att göra detta, utför följande åtgärder:
- fukta slipmedlet med vatten;
- trycker ut gallret mot den med inre sidan, med vilken den fyra lobade kniven samverkar med mekanismen;
- trycka på mitten av den del, i en cirkulär rörelse för att gnida den på ytan av stången, medan vrida hela tiden runt sin axel.
För att övervaka processen att slipa metallytan bör du regelbundet inspektera den. Om allt är gjort korrekt kommer först och främst de platser där det inte finns någon produktion att slita ut. De kommer att synas omedelbart, eftersom dessa delar av ytan kommer att få ett briljant utseende. Vid vidare bearbetning utvidgas dessa områden gradvis tills hela den bearbetade sidan av delen blir blank, vilket innebär att dess yta har jämnats ut.
Board
Glöm inte att blötlägga slipstenen så att smutsiga och krossade slipmedel, blandar med vatten, bildar ett mellanskikt av en slags pasta som hjälper till att smidigare slipa.

Den roterande kniven blir lättare att skärpa, eftersom dess yta är mycket mindre än den stationära. Förfarandet för att utföra detta förfarande skiljer sig inte från det som beskrivs i ovanstående lista. Vid bearbetning av en del är det viktigt att säkerställa att ytorna på alla fyra knivarna på den rörliga kniven interagerar med gallret inte har fördjupningar och utsprång och ligger på samma nivå.Det är viktigt att alltid utföra visuell kontroll under bearbetningen, för att inte ta bort mer metall än nödvändigt. Om, även efter skärpning, visade sig skäreggorna på knivarnas rörliga kniv inte vara tillräckligt skarpa, är det möjligt att försiktigt försiktigt mala dem på baksidan med en filigran eller elektrisk kräm.
