
Metallprodukter under svetsning är huvudobjekten för mångsidig bearbetning. Enligt statistik är bland dem den vanligaste typen rörskärning med en slipmaskin. Mängden tillbehör möjliggör slipning och polering. De är ett sekundärt jobb som följer efter skärning.
Varianter av enheter
Grinder bilagor skiljer sig åt i de funktioner de kan utföra:
- smidig skärning;
- slipning;
- skärstänger och rör (diameter inom 50-125 mm);
- rengöring och avskalning av föråldrade ytskikt;
- putsning;
- använd som motorsåg;
- dammsamling under processen.
Kapskivor är de mest populära bland enheter för högkvalitativ rörskärning med en slipmaskin. Denna typ av produkt produceras av många inhemska och utländska utvecklare. Vi bör också nämna de universella japanska bilagorna av varumärket Hitachi.

Hur man gör en rörskärningsanordning med en kvarn med egna händer
Det är inte svårt att köpa en färdig maskin. Men det här alternativet innebär många påföljande problem under det fortsatta arbetet, eftersom de flesta strukturer inte har en tillräcklig grad av styvhet. Detta orsakas av materialet som används - duralumin. Denna faktor tvingar ägarna att antingen skapa nya, mer hållbara och exakta konstruktioner för att skära rör med en slipmaskin, eller förbättra de nuvarande.
I själva verket visar det sig att det är mycket mer bekvämt att göra en egen styv bas, hjälpmedel för framtida arbete. Det är svårare att göra om produkter som tidigare utvecklats av någon. Dessutom har detta tillvägagångssätt ofta ett antal begränsningar på grund av designfunktioner.
Skärrör med olika diametrar och tjocklekar med en slipmaskin är möjlig genom att skapa två typer av stationära skärmaskiner:
- Ett enkelt alternativ är att fästa verktyget på arbetsbänken med hjälp av ytterligare material.
- Det komplexa alternativet innehåller den tidigare layouten, samt ett antal ytterligare steg för att skapa mer stelhet i verktyget under translationella rörelser. Av denna anledning tar det längre tid, men möjliggör bättre noggrannhet.
Grundläggande stunder
Att skära formade rör är en enkel process. Men det är hon som kräver hög noggrannhet, som består i noggrannheten och jämnheten i det sista snittet. Därför måste organisationen av den framtida processen vara genomtänkt och kräver utveckling av en hemmagjord eller köpt maskin. För att göra detta behöver du verktyg i form av en elektrisk borr och en svetsmaskin. Förutom dem behöver du en uppsättning av följande förbrukningsmaterial:
- metallplattor,
- profiler,
- standardlista över fästelement (muttrar, bultar, brickor).
Att göra enkla anordningar för effektiv rörskärning med en slipmaskin kan göras på några timmar. I detta fall kommer ramen att vara ett långt metallrör, som kommer att spela rollen som ett handtag och en ram samtidigt. En tvärgående stång är svetsad till en av ändarna. Den ska ha två hål för efterföljande fastsättning av kvarnen.
Viktig! För en ännu mer tillförlitlig enhet bör den fästas i en av rörets ändar i en vinkel med en rörlig axel. Hörnet fästs på bordsskivan eller på golvet. Fjädern är fixerad på motsatt sida av fästelementet. Det hjälper till att säkerställa att hela strukturen går tillbaka under drift.
Det sista steget är fixeringen av själva kvarnen. Maskinalternativen som beskrivs i korthet är lämpliga för enkla typer av arbeten. Detaljer om erforderliga delar och förbrukningsmaterial, samt skapandet av en högprecisionsmaskin för användning av slipmaskinen vid skärning av rör med olika diametrar och tjocklekar, anges nedan.

Avstängningsmaskin (enkelt alternativ)
En enkel implementering består av att tillverka en bas, på vilken stabila kontakter sedan fästs för att rymma den rörliga plattan. Listan över verk på skapandet av en skärmaskin:
- För proceduren bör du välja en platta med en tjocklek på minst 2 mm och dimensioner 15 x 15 eller 10 x 10 mm. En kort kommer att behövas om du har en arbetsbänk i järn.
- Därefter svetsas två rektangulära plattor på ett avstånd av 5-8 cm mellan dem. Elementens dimensioner längs längden kommer att vara cirka 8-10 cm, beroende på elverktygets funktioner.
- Raka hål görs vid foten av plattorna. Anslutningsbultar är installerade i dem.
- Sedan tas en platta av stål ca 20-30 cm. Bredden bör vara mindre än avståndet mellan de tidigare plattorna.
- En långsträckt hylsa är svetsad på baksidan av det rörliga elementet. Därefter placeras en bult i den för anslutning.
- Verktyget fästs på den rörliga plattan med hjälp av band, klämmor eller metoder som är identiska med dem. Antalet måste vara strikt mer än 2.
- Fäst verktyget på arbetsbänken.
- Testarbete.

Ibland svetsas handtaget i vissa fall och en automatisk returfjäder installeras. Det senare gör att du kan flytta kvarnen upp efter behov. I allmänhet tillåter enkelheten i alternativet dig att använda ett minimalt antal konstruktionsdelar och samtidigt organisera skärprocessen fullt ut.
Skärmaskin för precisionsarbete
För att utföra arbete med hög noggrannhet används en mer komplex version av att skapa en enhet. Grundlistan innehåller följande detaljer:
- Metallprofiler (15-20 cm);
- Metallplåt (tjocklek - 2-3 mm);
- Ärm (10-15 cm);
- Metallhörna;
- Hårnål (längd - 20 cm);
- Tvättsats.
Steg för att skapa en skärmaskin med hög precision:
- Klipp tappen och placera ärmen inuti den. Dra åt muttrarna på båda sidor. Det är bättre att dra åt två muttrar, vilket skapar en låsmuttereffekt.
- Muttrarna skruvas inte in helt för att undvika kontakt med hylsan.
- Svetsning av strukturen på stålplåten vilket säkerställer fri rörelse för hylsan.
- Fästdonen är gjorda på basis av metallprofiler. De skärs till önskad storlek och brickor svetsas till dem. 2 eller 3 fästen rekommenderas.
- Handtagen är fästa vid de gängade hålen på basen av den rörliga typen med hjälp av fästena som erhölls i föregående steg. Fästning utförs med bultning.
- De motsatta ändarna av var och en av profilerna är svetsade vid hylsan.

Det är värt att notera att hörnet är strukturellt nödvändigt som en guide. Det gör det möjligt att centrera skärmaterialen. Om du gör ett rakt hål i arket kommer en ännu högre precision att ges under skärningen. Av denna anledning kallas sådana konstruktioner ofta som pendelsågar.
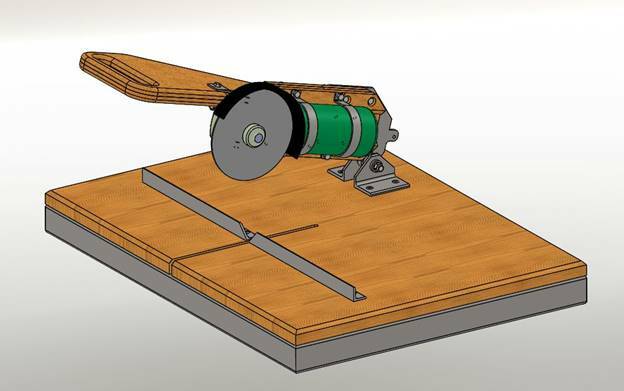
Fräsmaskin
I hjärtat av en fräsmaskin finns ett drivelement - en fräs. Med dess hjälp bearbetas plana och formade ytor. Vid användning av en kvarn kan maskinen tillverkas i två varianter:
- Med en rörlig vinkelslip (vinkelslip) är verktygsfästet placerat i ett vertikalt plan i förhållande till en speciell ram. Med sin hjälp rör sig kvarnen längs arbetsstycket som ska fräsas.
- Med en fast fixerad vinkelslip är kvarnen stationär och arbetsstycket rör sig i avsedd riktning.
För att göra en fräsmaskin behöver du följande materiallista:
- Vinkelslip;
- svetsmaskin;
- en uppsättning fästelement;
- skruvmejsel;
- nivå;
- elektrisk borr;
- fyrkant;
- Spånskiva eller plywoodplåt;
- skiftnycklar och insexnycklar;
- kontursåg;
- metallhörn;
- stansa;
- fil;
- sandpapper.

En stationär fräsmaskin antar en struktur som består av en stabil bas, en rörlig eller fast bordsskiva med en skena (som linjal) och en drivenhet. För horisontell skärning, fäst vinkelslipen på plattan, installera styrningarna och fixa arbetsstycket som ska bearbetas på arbetsytan. Bearbetningen utförs med en rörlig produkt.
Med en stationär slipmaskin krävs en mobil arbetsyta. För detta flyttas själva bordsskivan. Guider för fixering är utformade på den. I detta fall är själva vinkelslipen monterad på en säng av vertikal typ på sidan i förhållande till arbetsbänken.
Särskild uppmärksamhet bör ägnas åt locken på de självgängande skruvarna. De måste vara helt infällda, får inte sticka ut ovanför arbetsytorna. Innan du utför alla processer bör du köpa fräsar som fungerar som bilagor för kvarnen.
Fräsarna kan se ut som avskurna hjul eller kilspår. Den förstnämnda kommer helt enkelt att ersätta slipskivan och kommer att fästas på axeln med en klämmutter. För det andra behöver du dessutom en speciell adapter.

Säkerhetsåtgärder
Att arbeta med en kvarn innebär förekomsten av en viss fara, därför måste separata arbetsregler nödvändigtvis gälla för denna typ av arbete:
- vinkelslipfästet måste nödvändigtvis motsvara materialet för efterföljande bearbetning;
- det är förbjudet att ta bort skyddshöljet;
- vinkelsliphastigheten måste motsvara minimum;
- kvarnen måste motsvara effektbelastningen hos den anställda som använder den (den kan bryta ut ur händerna);
- verktygets infästning måste vara styv;
- arbetet måste utföras med skyddshandskar;
- arbetsstyckets yta måste kontrolleras för homogenitet (särskilt för metalldelar);
- alla åtgärder kan endast utföras inom ett plan;
- snedvridningar under arbetet är förbjudna;
- i driftläge kan knappen inte låsas;
- Strömmen måste kopplas bort från elverktyget vid byte av skivor och tillbehör.


