
Električno varjenje Je način povezovanja različnih delov in površin, ki je povpraševan skoraj vedno in povsod. Sposobnost kuhanja je še posebej pomembna pri proizvodnji različnih gradbenih ali popravil v državi ali v zasebni hiši. Ne mislite, da se lahko po branju nekaj člankov naučite, kako običajno variti kovino - to zahteva čas in prakso. Toda ko ste preučili in razumeli osnovna pravila, kako pravilno izvajati varilna dela, kako jih obdržati elektrode in nastavite zahtevani tok, se je mogoče vsaj naučiti, kako povezati nenosilne elemente modelov. In ostalo bo prišlo z izkušnjami.
Preberite v članku
- 1 Oprema, oprema in potrošni material, ki bodo potrebni za varjenje
- 1.1 Varilni stroj: vrste, značilnosti uporabe
- 1.2 Osebna zaščitna oprema pri varjenju
- 2 Kako deluje varjenje: splošne informacije
- 2.1 Izbira jakosti toka za vžig in vzdrževanje optimalnega loka
- 2.2 Nagib in premik elektrode pri varjenju kovine
- 3 Varjenje z različnimi razporeditvami šivov
- 4 Varjenje različnih vrst spojev
- 4.1 Čelni spoj: odtenki varjenja
- 4.2 Varjenje prekrivajočih se delov
- 4.3 T-spoj
- 5 Cevovodi: značilnosti proizvodnje varilnih del na njih
- 6 Povzemimo predstavljene informacije
Oprema, oprema in potrošni material, ki bodo potrebni za varjenje
Za varjenje boste potrebovali:
- varilni stroj sam;
- varilni plašč, rokavice ali palčniki;
- zaščitna maska;
- elektrode.

Na prvi pogled je vse preprosto. Vendar bi morali ta seznam razumeti podrobneje.

Sorodni članek:
Kako izbrati pravi inverterski varilni stroj: kaj je bolje za domače in poletne koče, merila za izbiro pravega in tudi skrivnosti uporabe, se boste naučili po preučitvi materialov tega članka.

Varilni stroj: vrste, značilnosti uporabe
Varilni stroji za ročno obločno varjenje so lahko treh vrst - transformatorski, pretvorniški in polprevodniški (usmernik). Delo z vsakim od njih zahteva poseben pristop.

Naprava tipa transformator -to je najpreprostejša naprava, ki ima vgrajen padajoči transformator. Zaradi svojega dela se jakost toka močno poveča, kar vam omogoča vžig loka. Ti varilci zahtevajo možnost prilagajanja izhodnega toka za optimizacijo varjenja.
Polprevodniške ali usmerniške naprave. Pravzaprav je to isti varilec transformatorja z edino razliko. Odhodni tok teče skozi usmernik po transformatorju, kar izboljša kakovost zvarov in poenostavi delo.

Inverterski aparat sodobnejša različica. Tak varilnik je zelo kompakten in lahek. Za varilce začetnike bo to popoln nakup. Zahvaljujoč kaskadnim pretvornikom lahko na izhodu dobimo enakomeren tok, ki ga reostat uravnava veliko natančneje, kot bi to lahko naredili na prejšnjih napravah.
Osebna zaščitna oprema pri varjenju
Skupaj s posebnimi oblekami, rokavicami in čevlji je pri opravljanju varilnih del potrebna uporaba varilne maske s svetlobnim filtrom. Če govorimo o takšni zaščiti prejšnje generacije, je bil svetlobni filter steklo, skozi katerega ni mogoče videti ničesar, razen če pogledate lok. Le zaradi visoke svetlosti je lahko varilec videl šiv, s katerim je delal. Sodobni svetlobni filtri vam omogočajo, da popolnoma vidite vse okoli sebe, vendar takoj zatemnijo ob najmanjši iskri iz elektrode.

OZO bi morala v celoti varovati telo varilca in kar je najpomembneje, pomagati preprečiti opekline mrežnice. Podoben problem med "varjenim bratstvom" se imenuje "grabljenje zajčkov". Posledica opekline je huda bolečina, bolečina in občutek peska v očeh. V težkih primerih je možno močno zmanjšanje in včasih popolna izguba vida.

Kako deluje varjenje: splošne informacije
Pred začetkom dela je potrebno pripraviti varilni stroj. Za začetek se preveri tesnost vseh povezav in celovitost izolacije kabla ter trdnost pritrditve elektrode v držalu. Po tem je varilni stroj priključen na omrežje. Za varilca je to edino, kar mora sam preveriti. Redne preglede (vsaj vsakih šest mesecev) mora opraviti električar.

Izbira jakosti toka za vžig in vzdrževanje optimalnega loka
Za pravilno nastavitev zahtevanega toka morate najprej določiti premer uporabljene elektrode, ki pa je odvisen od debeline varjene kovine. Vredno je razmisliti o tabeli razmerij teh parametrov.
Tabela 1. Razmerje med premerom elektrode in debelino kovine pri obločnem varjenju
| Debelina kovine, mm | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 in več |
| Premer elektrode, mm | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
Izhodni tok je nastavljen tudi glede na elektrodo. Izračuna se po formuli I = dKkjer je vrednost K je treba vzeti iz mize.
Tabela 2. K vrednosti za različne elektrode
| Premer elektrode, mm | 1-2 | 3-4 | 5-6 |
| Koeficient sorazmernosti (K), A / mm | 25-30 | 30-45 | 45-60 |
Izkušeni varilci se ne obremenjujejo več z izračuni ob upoštevanju približnega razpona tokov. Vse, kar potrebujejo, je le majhna poteza.
Nagib in premik elektrode pri varjenju kovine
Kompleksnost dela je odvisna od nagiba elektrode med varjenjem. Na primer, začetnik verjetno ne bo mogel voditi elektrode pravokotno na površino. Ta metoda zahteva določene spretnosti in izkušnje.

Za začetnike bo bolj sprejemljivo, da elektrodo nagnete nazaj. Pri tej ureditvi bo žlindra ostala za lokom. Nekoliko težji je kot naprej. Tu boste morali samostojno izbrati naklon, tako da žlindra ne napolni kopeli vzdolž šiva in ne ugasne loka.

Varjenje z različnimi razporeditvami šivov
Varilni šiv lahko najdete:
- navpično;
- vodoravno;
- v nagnjenem položaju;
- nad delavcem (stropni šiv).

Najenostavnejši in zato zahtevajo manj spretnosti so vodoravni šivi. Nadalje, ko se kompleksnost povečuje, obstajajo nagnjene, navpične. Najtežji je stropni šiv. Z njim lahko delajo le usposobljeni varilci, zato, če domači obrtnik nima izkušenj s takšnim varjenjem, je bolje, da ga niti ne poskušate izvesti. Iz njega ne bo prišlo nič drugega kot kapljice staljene kovine za ovratnikom.

Varjenje različnih vrst spojev
Šivi se lahko med seboj strukturno razlikujejo. V tem primeru se lahko kovinski deli nahajajo od konca do konca ali prekrivajo. Razlikujejo se tudi šivi. Smiselno je razumeti značilnosti vsakega od njih.

Čelni spoj: odtenki varjenja
Pri varjenju čelno varjene kovine so pripravljalna dela odvisna od debeline delov. Če je velik, obstaja nevarnost "pomanjkanja penetracije", kar bo povzročilo nezanesljivost povezave. V tem primeru se rob dela na varilnem mestu brusi pod kotom, tako da se pri poravnavi obdelovancev oblikuje utor. Obod lahko odstranite z ene strani šiva ali z obeh. Ko se elektroda premika vzdolž utora, se doseže največje varjenje in ustvari se močna neločljiva povezava.

Varjenje prekrivajočih se delov
Najpreprostejša povezava za obrtnike, ki nimajo izkušenj z varjenjem. Ta možnost ne zahteva posebne priprave kovine. V tem primeru lahko varite na več plasteh, ki se prekrivajo ena na drugo s povečanjem premera elektrode. Glavna stvar, ki si jo morate zapomniti, je, da je treba žlindro odstraniti po vsakem sloju.

T-spoj
Za izdelavo T-spoja priprava kovinskih robov ni potrebna, čeprav se v nekaterih primerih še vedno odstranijo. Takšne povezave se izvedejo, kadar je treba namestiti elemente, ki se nahajajo v pravokotnih ravninah. Na primer, lahko ste pozorni na spodnjo fotografijo.

Cevovodi: značilnosti proizvodnje varilnih del na njih
Varjenje glavnih cevovodov je precej težavno. Zahteva obvezno prisotnost izkušenega strokovnjaka. Če torej domači obrtnik šele začenja študij, se ne sme lotevati odgovornih področij (na primer vodovod v stanovanju ali zasebni hiši). V tem primeru je bolje zamenjati vse kovinske cevi s polipropilenom in že spajkati linijo iz njih. Tu niso potrebne posebne izkušnje; hitro se lahko naučite, kako narediti kakovostno spajkanje polipropilena.



Za cevovode od pol palca ali manj je najbolje uporabiti plinsko varjenje, vendar se debelejši cevovodi montirajo izključno z lokom. Odvisno od stopnje odgovornosti linije, ki jo je treba namestiti, lahko od varilca zahteva certifikat NAKS (Nacionalna agencija za kakovost varjenja). Po rezultatih certificiranja NAKS lahko varilec prejme osebni žig, ki je sestavljen iz digitalnih in črkovnih oznak. Nato se ob ponovnem certificiranju ne spremeni. Strokovnjaki z osebno oznako in certifikatom NAKS lahko delajo na postavitvi plinovoda in naftovoda. Znak varilca na šivu je nekakšen znak kakovosti.



Za tiste, ki so jim delovni poklici podobni umetnosti, lahko rečemo to - žig varilca je podpis umetnika, ki je ustvaril platno. Pravzaprav poklic varilca pomeni ustvarjalni pristop, nekoliko omejen z okviri pravil. Spodaj si lahko ogledate, katere šive lahko izdelajo strokovnjaki s certifikatom NAKS.
1 od 6

FOTO: disolen.lv

FOTO: formacija-soudure.com
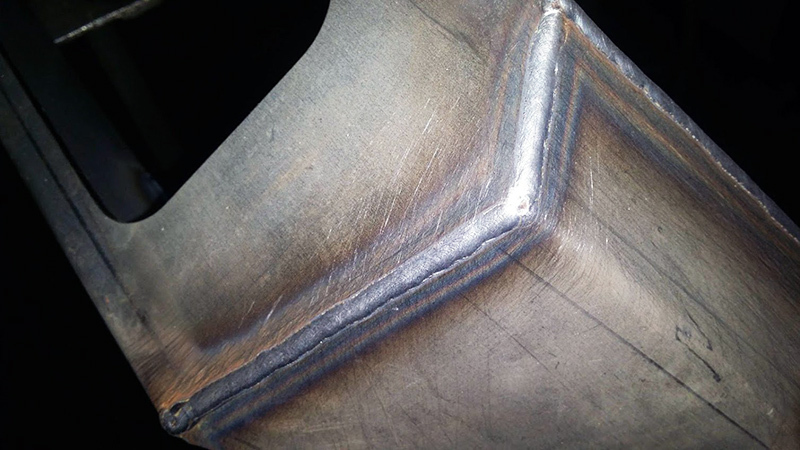
FOTO: fishki.net

FOTO: intertechpribor.ru

FOTO: promtu.ru

FOTO: mani.by
Povzemimo predstavljene informacije
Vsak delovni poklic zahteva usposabljanje in obvezno prakso. Če govorimo o varjenju, potem tukaj ta izjava drži dvakrat. Seveda se domači obrtnik lahko nauči osnov tega poklica in postopoma pridobiva izkušnje, vendar to ne gre za en dan ali celo mesec. Strokovnjaki, ki imajo osebno stigmo in delajo več kot ducat let, trdijo, da se nikoli ne prenehajo učiti te kompleksne, a zelo zanimive in ustvarjalne obrti.
In sami, v delavnici ali garaži, lahko popolnoma obvladate varjenje, tako da lahko samostojno povežete strukturne elemente, ki ne zahtevajo velike odgovornosti. Glavna stvar je, da upoštevate vsa pravila za izdelavo dela in ne pozabite na varnostne ukrepe.

Upamo, da bo bralec iz današnjega članka zbral zase določeno količino koristnih informacij. Če imate kakršna koli vprašanja na to temo, jih lahko postavite v spodnjih komentarjih. Uredniki spletne revije HouseChief jim bodo z veseljem odgovorili v najkrajšem možnem času. Tam lahko pustite tudi mnenje o članku in izrazite svoje mnenje. Če vam je bilo všeč tisto, kar je bilo navedeno danes, ne pozabite oceniti.
Na koncu, kot se je že zgodilo, vam predstavljamo en videoposnetek, ki vam ne bo vzel veliko časa ogled, vendar bo pomagal bolje razumeti tako zapleteno, a zanimivo temo o varjenju dela.


