
Elektriline keevitamine See on erinevate osade ja pindade ühendamise viis, mis on peaaegu alati ja kõikjal nõutud. Kokkamisoskus on eriti oluline erinevate ehitus- või remonditööde tootmisel riigis või eramajas. Ärge arvake, et pärast paari artikli lugemist saate õppida metalli normaalset keevitamist - see võtab aega ja harjutamist. Kuid olles õppinud ja mõistnud põhireegleid, kuidas keevitustööd õigesti läbi viia, kuidas neid hoida elektroodi ja seadistada vajalik vool, on täiesti võimalik vähemalt õppida mittekandvate elementide ühendamist kujundused. Ja ülejäänud tulevad kogemustega.
Loe artiklist
- 1 Keevitamiseks vajalikud seadmed, riided ja tarvikud
- 1.1 Keevitusmasin: tüübid, kasutamise omadused
- 1.2 Keevitamisel töötamisel tuleb kasutada isikukaitsevahendeid
- 2 Kuidas keevitamine toimib: üldteave
- 2.1 Võimsuse valik süütamiseks ja optimaalse kaare säilitamiseks
- 2.2 Elektroodi kalle ja liikumine metalli keevitamisel
- 3 Keevitustööd erineva õmbluskorraldusega
- 4 Erinevat tüüpi liigeste keevitamine
- 4.1 Põkkliide: keevitamise nüansid
- 4.2 Kattuvate osade keevitamine
- 4.3 T-liigend
- 5 Torujuhtmed: nende keevitustööde tootmise omadused
- 6 Võtame esitatud teabe kokku
Keevitamiseks vajalikud seadmed, riided ja tarvikud
Keevituse tootmiseks vajate:
- keevitusmasin ise;
- keevitusrüü, kindad või labakindad;
- kaitsemask;
- elektroodid.

Esmapilgul on kõik lihtne. Siiski peaksite sellest loendist üksikasjalikumalt aru saama.

Seotud artikkel:
Kuidas valida õige inverterkeevitusseade: mis on parem kodu ja suvilate jaoks, õige valiku tegemise kriteeriumid ja kasutamise saladused, saate teada pärast selle artikli materjalide uurimist.

Keevitusmasin: tüübid, kasutamise omadused
Keevitusmasinad käsitsi kaarkeevitamiseks võivad olla kolme tüüpi - trafo, inverter ja pooljuht (alaldi). Igaühega töötamine nõuab erilist lähenemist.

Trafo tüüpi seade -see on lihtsaim seade, millel on sisseehitatud alandatrafo. Selle töö tulemusena suureneb praegune tugevus märkimisväärselt, mis võimaldab teil kaare süüdata. Need keevitajad vajavad keevituse optimeerimiseks väljundvoolu reguleerimist.
Pooljuht- või alaldusseadmed. Tegelikult on see sama trafo keevitaja ainsa erinevusega. Väljuv vool voolab pärast trafot läbi alaldi, mis parandab keevisõmbluste kvaliteeti ja lihtsustab tööd.

Inverteri aparaat kaasaegsem versioon. Selline keevitaja on väga kompaktne ja kerge. Algajatele keevitajatele on see ideaalne ost. Tänu kaskaadmuunduritele saab väljundis saada ühtlase voolu, mida reostaat reguleerib palju täpsemalt, kui seda saaks teha eelmistel seadmetel.
Keevitamisel töötamisel tuleb kasutada isikukaitsevahendeid
Koos spetsiaalsete ülikondade, kinnaste ja kingadega on keevitustööde tegemisel vaja kasutada valgusfiltriga keevitusmaski. Kui me räägime sellisest eelmise põlvkonna kaitsest, siis valgusfilter oli klaas, mille kaudu on võimatu midagi näha, kui te ei vaata kaarele. Ainult suure heleduse tõttu nägi keevitaja õmblust, millega ta töötas. Kaasaegsed valgusfiltrid võimaldavad teil kõike ümbritsevat ideaalselt näha, kuid tumenevad koheselt elektroodi väikseima sädemega.

IKV peaks keevitaja keha täielikult kaitsma ja mis kõige tähtsam - aitama vältida võrkkesta põletust. Sarnast probleemi "keevitatud vennaskonna" seas nimetatakse "jänkude haaramiseks". Põletuse tagajärjeks on tugev valu, valu ja liivatunne silmades. Rasketel juhtudel on võimalik nägemise järsk langus ja mõnikord täielik kadu.

Kuidas keevitamine toimib: üldteave
Enne töö alustamist on vaja keevitusseade ette valmistada. Alustuseks kontrollitakse kõigi ühenduste tihedust ja kaabli isolatsiooni terviklikkust, samuti elektroodi fikseerimise tugevust hoidikus. Pärast seda ühendatakse keevitusseade võrku. Keevitaja jaoks on see ainus asi, mida ta peab ise kontrollima. Perioodilisi kontrolle (vähemalt iga kuue kuu tagant) peab läbi viima elektrik.

Võimsuse valik süütamiseks ja optimaalse kaare säilitamiseks
Vajaliku voolu õigeks seadistamiseks peate esmalt määrama kasutatava elektroodi läbimõõdu, mis omakorda sõltub keevitatava metalli paksusest. Tasub kaaluda nende parameetrite suhete tabelit.
Tabel 1. Elektroodi läbimõõdu ja metalli paksuse suhe kaarkeevitamisel
| Metalli paksus, mm | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 ja rohkem |
| Elektroodi läbimõõt, mm | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
Sõltuvalt elektroodist määratakse ka väljundvool. See arvutatakse valemiga I = dkkus väärtus K tuleb tabelist võtta.
Tabel 2. K väärtused erinevate elektroodide jaoks
| Elektroodi läbimõõt, mm | 1-2 | 3-4 | 5-6 |
| Proportsionaalsustegur (K), A / mm | 25-30 | 30-45 | 45-60 |
Kogenud keevitajad ei vaeva enam arvutustega, pidades silmas voolude ligikaudset vahemikku. Kõik, mida nad vajavad, on käigu pealt väike muudatus.
Elektroodi kalle ja liikumine metalli keevitamisel
Töö keerukus sõltub elektroodi kaldest keevitamise ajal. Näiteks algaja ei suuda tõenäoliselt elektroodi pinnaga risti juhtida. See meetod nõuab teatud oskusi ja kogemusi.

Algajatele on vastuvõetavam elektroodi tahapoole kallutamine. Sellise paigutusega jääb räbu kaare taha. Veidi keerulisem on ettepoole suunatud nurk. Siin peate iseseisvalt valima kalde, nii et räbu ei täidaks vanni piki õmblust ega kustutaks kaare.

Keevitustööd erineva õmbluskorraldusega
Keevitatav õmblus võib paikneda:
- vertikaalselt;
- horisontaalselt;
- kaldasendis;
- töötaja kohal (laeõmblus).

Lihtsaimad ja seega vähem oskusi nõudvad horisontaalsed õmblused. Lisaks sellele, kui keerukus suureneb, on kaldus vertikaalseid. Kõige raskem on laeõmblus. Sellega saavad töötada ainult kvalifitseeritud keevitajad, seetõttu kui kodutöölisel pole sellise keevitamise kogemust, on parem isegi mitte proovida seda teostada. Sellest ei tule midagi peale krae taga olevate sulametalli tilkade.

Erinevat tüüpi liigeste keevitamine
Õmblused võivad struktuurilt erineda. Sellisel juhul võivad metallosad paikneda otsast lõpuni või kattuvad. Samuti eristatakse tee õmblusi. Mõistlik on mõista igaühe omadusi.

Põkkliide: keevitamise nüansid
Põkk-keevitatud metalli keevitamisel sõltub ettevalmistustöö osade paksusest. Kui see on suur, on oht "tungimise puudumine", mis põhjustab ühenduse ebausaldusväärsust. Sellisel juhul lihvitakse detaili serv keevituspunktis nurga all, nii et toorikute joondamisel moodustub soon. Helme saab eemaldada õmbluse ühelt küljelt või mõlemalt. Kui elektrood liigub piki soont, saavutatakse maksimaalne keevitus ja luuakse tugev lahutamatu ühendus.

Kattuvate osade keevitamine
Lihtsaim ühendus käsitöölistele, kellel pole keevitamise kogemust. See valik ei nõua metalli erilist ettevalmistust. Sellisel juhul saate keevitada mitmel kihil, asetades need üksteise peale, suurendades elektroodi läbimõõtu. Peaasi on meeles pidada, et räbu tuleb pärast iga kihti eemaldada.

T-liigend
T-liigendi tootmiseks ei ole vaja metallist servi ette valmistada, kuigi mõnel juhul need siiski eemaldatakse. Sellised ühendused tehakse siis, kui on vaja paigaldada elemente, mis asuvad risti. Näiteks võite pöörata tähelepanu allolevale fotole.

Torujuhtmed: nende keevitustööde tootmise omadused
Peatrasside keevitamine on üsna keeruline. See nõuab kogenud spetsialisti kohustuslikku kohalolekut. Seega, kui kodukäsitööline alles alustab õpinguid, ei tohiks ta võtta vastutustundlikke valdkondi (näiteks veevarustus korteris või eramajas). Sel juhul on parem teha kõik metalltorude asendamine polüpropüleeniga ja joota neist juba joon. Siin pole vaja erilisi kogemusi; saate kiiresti õppida, kuidas valmistada polüpropüleenist kvaliteetset jootmist.



Pooltollise või väiksema torujuhtme puhul on kõige parem kasutada gaaskeevitust, kuid paksemad torujuhtmed paigaldatakse eranditult kaare abil. Sõltuvalt paigaldatava liini vastutusastmest võidakse nõuda keevitajalt NAKS (National Welding Quality Agency) sertifikaati. Vastavalt NAKSi sertifitseerimise tulemustele võib keevitaja saada isikliku pitsati, mis koosneb digitaalsetest ja tähttähistustest. Hiljem, uuesti sertifitseerimisel, see ei muutu. Gaasi- ja naftajuhtmete paigaldamisega saavad tegeleda isikliku templi ja NAKS -sertifikaadiga spetsialistid. Keevitaja märk õmblusel on omamoodi kvaliteedimärk.



Neile, kelle jaoks töötavad elukutsed on kunstiga sarnased, võime seda öelda - keevitaja tempel on lõuendi loonud kunstniku allkiri. Tegelikult eeldab keevitaja elukutse loomingulist lähenemist, mis on reeglite raamistikuga mõnevõrra piiratud. Allpool näete, milliseid õmblusi saavad teha NAKSi sertifitseeritud spetsialistid.
1 6st

FOTO: disolen.lv

FOTO: formation-soudure.com
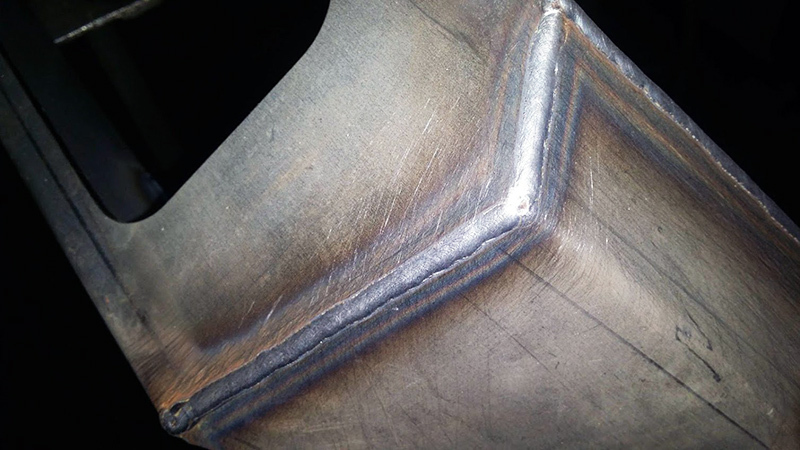
FOTO: fishki.net

FOTO: intertechpribor.ru

FOTO: promtu.ru

FOTO: mani.by
Võtame esitatud teabe kokku
Iga töötav amet nõuab koolitust ja kohustuslikku praktikat. Kui me räägime keevitamisest, siis siin on see väide kahekordselt tõene. Loomulikult saab kodukäsitööline selle ameti põhitõed selgeks õppida ja tasapisi kogemusi omandada, kuid see pole ühe päeva ega isegi kuu küsimus. Spetsialistid, kellel on isiklik häbimärk ja kes on töötanud üle tosina aasta, väidavad, et nad ei lõpeta kunagi selle keerulise, kuid väga huvitava ja loomingulise käsitöö õppimist.
Ja enda jaoks saate töökojas või garaažis täielikult keevitada, et saaksite iseseisvalt ühendada konstruktsioonielemente, mis ei vaja palju vastutust. Peaasi on järgida kõiki töö tegemise eeskirju ja ärge unustage ohutusnõudeid.

Loodame, et tänasest artiklist kogub lugeja enda jaoks teatud hulga kasulikku teavet. Kui teil on selle teema kohta küsimusi, võite küsida allpool olevatest kommentaaridest. Veebiajakirja HouseChief toimetajad vastavad neile hea meelega esimesel võimalusel. Seal saate jätta ka artikli kohta ülevaate, avaldades oma arvamust. Kui teile täna öeldu meeldis, ärge unustage seda hinnata.
Lõpuks, nagu juba juhtus, juhime teie tähelepanu ühele videole, mille tegemine ei võta palju aega vaatamine, kuid aitab paremini mõista sellist keerukat, kuid huvitavat keevitamise teemat töötab.


